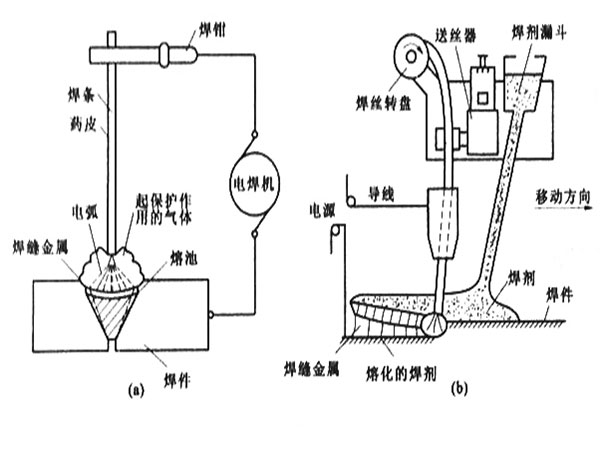
手工电弧焊的原理是由焊件、焊条、焊钳、电焊机和导线组成的电路(如图a所示)。实施焊接时,首先使分别接在电焊机两极的焊条和焊件瞬间短路而打火引弧,从而使焊条与焊件迅速熔化。熔化的焊条金属和焊件金属结合成为焊缝金属。手工电弧焊因为电焊设备简单,施工操作方便,只需要用焊钳持住焊接部位就可以施焊,适合用在全方位空间焊接,所以应用广泛,而且特别适合在工地短焊缝、安装焊缝和曲折焊缝。但是由于这种方法生产效率低,并且劳动条件差,弧光眩目,焊接质量又在一定程度上取决于焊工人的工艺水平。
二、自动或半自动埋弧焊
自动或半自动埋弧焊的原理图是光焊丝埋在焊剂层下,当通电引弧后,焊丝、焊件和焊剂熔化(如图b所示)。焊剂熔化后形成的熔渣浮在熔化的焊缝金属表面,使其和空气隔绝,并供给必要的合金元素来改善焊维质量。焊丝随着焊机的自动移动而下降与熔化颗救状的焊制也不断由漏斗漏下埋住眩目电弧。当全部焊接过程自动进行时,称之为自动埋弧地,而他机移动由人工操纵的时候,又称为半自动埋弧焊。
虽然埋弧焊的焊接速度快,生产效率高,成本低,劳动条件也好。但是,这种方法的应用也受到其自身条件的限制,因为焊机需要沿着顺焊缝的导轨移动,以至于需要有一定的操作条件,所以通常适合用在梁、板、柱等的大批量拼装制造焊缝。
三、二氧化碳气体保护焊
它的原理是用喷枪喷出二氧化碳气体作为电弧的保护介质,使熔化金属与空气隔绝,以保持焊接过程的稳定。因为焊接的时候没有焊剂产生的熔渣,所以方便观察焊缝的成型过程,但是操作时要在室内避风的地方,在工地露天场地时就需要搭建防风棚或钢筋加工棚。气体保护焊电弧具有加热集中,焊接速度快,熔深大等优点,所以焊缝强度要比手工焊的高,并且塑性和抗腐蚀性也较好,通常适合用在厚钢板或者特厚钢板的焊缝。
未经授权许可,严禁私自转载
